咨询热线
400-123-4657
诚信为本,市场在变,诚信永远不变...

咨询热线
400-123-4657

就电驱动系统总成而言◆◆,不应局限于电机一维高速化,可通过动力分流◆◆◆◆★★、多档位等方式优化升级。
今年以来,专家组开始制定2025-2040《节能与新能源能源汽车路线》的电驱动技术路线图,涵盖驱动电机★■■★、电力电子总成◆■★★◆、电驱动总成、测试评价和绿色制造回收等五个领域,共99项指标,预计2025年发布。
高压平台和非晶电机等新材料的应用有助于提高电机效率。老技术的复兴,如双V永磁体和匾线发卡式绕组电机,也在新电驱动系统中得到应用◆★◆。稀土永磁材料(特别是镝、铽等重稀土)价格昂贵,占电机成本的25-30%(基于2022年统计数据),因此低重稀土电机和无稀土电机成为研究热点■◆。低重稀土电机通过优化设计和采用HALBACH阵列表贴式永磁体,高速电机大幅减少稀土用量■■◆◆■◆。哈理工开发的稀土与铁氧体混合永磁电机,采用磁体不对称排布,在减少稀土永磁材料用量的同时还提高电机输出,但需正反转分别标定及其性能差异。氮化铁等无稀土永磁材料因其性能不稳定,使车辆电驱动所需的高功率密度无稀土永磁电机尚不能产业化应用。无永磁的直流励磁同步电机虽避免了永磁材料的使用■◆◆◆,但结构复杂,需解决可靠性的挑战。
(以上内容来自哈尔滨理工大学博导教授和终身荣誉教授/精进电动创始人◆◆◆、俄罗斯工程院外籍院士■■◆◆★、国际汽车工程师学会会士、中国汽车工程学会会士蔡蔚于2024年10月25日在第十二届汽车与环境论坛发表的《电驱动前沿技术与产业化应用》主题演讲。)
滑板底盘因平台共享的优势受到行业广泛关注◆◆★■★■,但需解决机械、热和电的问题,特别是基于轮毂电机电动车操控性和舒适性下降的问题,要求电机、控制器★★■、轮毂轴承、制动器、减速器(如果有)等电驱动系统所有部件都要降重◆■◆■■★。
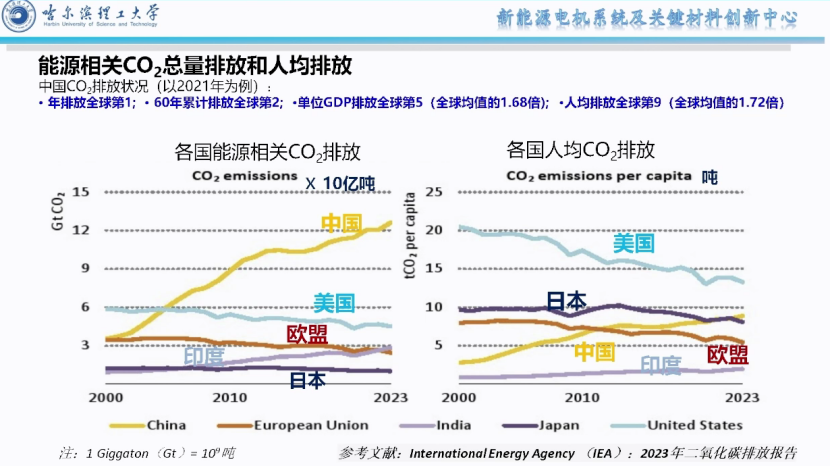
从碳排放量来看■◆★■,中国二氧化碳年排放量在全球是第一位,60年累计碳排放量排第二,单位GDP排放为全球平均值的1.68倍,人均排放为平均值的1.72倍。去年,全球二氧化碳排放量增长1%★★■■,而中国增长更多★■◆★。其中■◆,交通与电力是碳排放的主要增长源,需重点降低排放。
蔡 蔚 哈尔滨理工大学博导教授和终身荣誉教授/精进电动创始人、俄罗斯工程院外籍院士、国际汽车工程师学会会士
简单谈谈碳化硅模块的封装技术■◆★■★。采用烧结互联技术的主要原因是它能在低温下操作■◆、高温下运行■◆。例如,焊接需220°C以上的高温◆★,但运行时若达到此温度■◆■■◆,焊锡就会熔化。而烧结利用纳米技术,在200°C左右操作■★,却能在几百度高温下稳定运行■■◆★◆★,这是烧结的一大优势◆★。
新材料的应用是新能源汽车电驱动系统进步的方向之一◆★。对于非晶铁芯电机,在非晶材料加工中,选择合适的加工方法至关重要,不同方法损耗差异巨大★★◆。铁芯叠压系数并非越高越好,过高反而导致磁感应强度下降和损耗增加。近期研究报告显示★★◆★,石墨烯复合超级铜材料在低温下电导率也超过了铜,甚至在某些条件下接近或超过银,尤其在高频下较标准铜的交流电阻大幅下降◆◆◆★,对电机,特别是功率电子器件的效率提升有显著作用。
绿氢制造方面◆◆,尽管发动机直接燃烧氢气也是可行的,但制造氨和甲醇等氢基液体燃料有其重要应用价值■■■★◆。液态氢因其极低沸点(-253°C)而难以在车辆上以低成本直接使用,气态的氢需要高压(70~100MPa)储氢罐存储■★★★,这带来了成本问题。同时,氢分子小■◆★■■★、易泄露★★■◆★◆、4~74%的可燃范围宽等是氢对安全性的挑战,特别是对地下停车场等密闭空间。故将绿氢制成易于储存和运输的液体燃料★◆,可以降低使用成本和确保安全。鉴于氢燃料电池汽车的产业化仍面临挑战,去年全国氢能汽车数量仅为5800多辆,远未达到产业化规模。
当前在新能源汽车政策与市场需求的双重推动下,2024年下半年新能源汽车的市场渗透率已超50%■★★★◆。全球前十的新能源车企中,中国车企数量占据半壁江山。A00级燃油车市场已被新能源汽车完全取代◆■★◆,A级燃油车市场因部分被新能源汽车取代也大幅萎缩★◆■,而B级及以上燃油车市场虽相对稳定,但新增销量主要来自新能源汽车★★★■◆◆。

在新能源汽车市场中,插电混动占比今年销售的一半,电驱动系统需求量大。从技术上来说■★,先进的电驱动技术追求高效、高功率密度和轻量化,未来规划应关注混合动力发展。我国混合动力总成的技术主要是DHT方向。吉利DHT EVO和长城Hi4等的混合动力技术目前已达到较高水平。
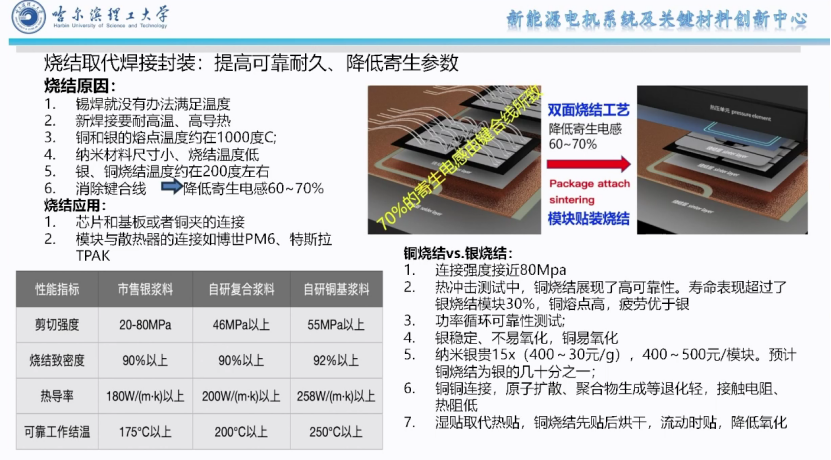
哈理工团队近期研发出了铜烧结以替代银烧结。银烧结一个模块需300-400元烧结银膏,而铜烧结仅需30元左右。我们已突破材料氧化和封装工艺等技术◆★★■■★,并在多条产线上进行实验认证★■,希望很快推出产品。并且铜烧结的可靠性也超过了银烧结。此外,我们已能将烧结的最低温度降至175°C,且能在零压下进行烧结,这些技术都取得了很好的成果。在国家发改委的支持下,我们已建成2★■★◆★◆.5万平方米的新能源电机系统和关键材料实验大楼,现有20多个实验室在运行或调试安装。我们期待与全国行业伙伴深度合作■■◆■,包括建立合作实验室,共同推动新能源电驱动技术发展■◆◆■★!
宽禁带化合物半导体★★,以碳化硅材料为例,在轻载条件下效率非常高★■■◆,适合汽车低速轻载运行的特点,尤其适合乘用车■◆◆★■。在400VDC电压下★◆◆◆■,氮化镓等宽禁带半导体材料的应用值得探索■★■■,可以很好的平衡效率和成本◆■★。有报道采用三电平设计◆■★★,使氮化镓用于800VDC控制器的样件■★■◆★◆。
欧洲对稀土材料的需求迫切贝斯特官网登录3344,价格波动对行业影响巨大。2011年稀土永磁体价格暴涨10多倍,导致永磁风力发电行业几乎崩溃★◆,家电行业也遭受重创。我们新能源汽车电驱动是稀土永磁材料的最忠诚的用户,但也要积极应对价格波动◆◆■★★■,探索新技术和材料应用,以确保行业的可持续发展■★■★■。
另外,带减速器的轮毂电机可能是未来降重的发展方向★■■。线控技术与轮毂电机结合有巨大的发展空间■■★★◆,可实现集成化。线控转向和制动需具备安全冗余设计★■■■,如双三相等多相电机等。市场总结显示,电驱动系统从分离器件到“多合一“集成是趋势,但多合一面临售后维保难题,这需要引起行业重视和共同解决◆◆■■★。
电压平台也在不断提升■■◆■■,重型商用车已有采用1200VDC,乘用车也在逐步跟进。阶梯槽+不等截面扁线+端部换位绕组可能成为匾线绕组未来发展方向■★◆■。提高电压后■★■★◆◆,随着电磁功率密度提升◆■★■★,散热成为关键问题。冷却技术从间接水冷到直接油冷再到水油融合冷却不断进步。

对此■■◆,2024年10月25日◆★,在第十二届汽车与环境论坛上,哈尔滨理工大学博导教授和终身荣誉教授/精进电动创始人■◆★◆★◆、俄罗斯工程院外籍院士■★■★、国际汽车工程师学会会士蔡蔚指出■◆,电机、控制器、减速器、制动器、轮毂轴承等电驱动系统组件均需减重◆■■◆,而非仅关注电机减重,以实现滑板底盘的产业化发展。带减速器的轮毂电机可能是未来进一步减重的发展方向,而非仅限于直驱方式★★,这也是当前产业研究的重点。
同时,线控技术的加持也至关重要,它要求轮毂电机与其他电机与线控系统协同工作。尽管目前线控技术在制动、转向和悬架等方面的应用占比不高,但有着巨大的发展空间。如果轮毂电机能与这些系统集成◆◆★,将极大推动技术进步★◆◆。
目前,国家已规划了碳达峰与碳中和的路径,电力系统的关键是减少煤电的比例,热力发电从67%逐步地降低至碳中和时的9◆◆■.2%,使煤电最终仅占3.7%★◆★★。
经对比分析,百公里油耗6.31升的汽车与耗电14度的电动车(尺寸和用户均相近),在行驶一万公里时,燃油车从油井到车轮的总排放为1.62吨二氧化碳◆★■,而电动车(2023年以燃煤为主的热力发电占比67%)则从煤井到车轮的CO2排放减少至约0★◆.9吨(不含制造与回收过程的排放)◆★■★■,减排约44%★★■★。即便全部依赖煤电,电动车仍能减排12%。因此■■■■★,电动车是有助于降低二氧化碳排放的★★★。